Background to the Customer:
Allied Mills is part of Associated British Foods Plc, and forms part of the milling and baking division with Allied Bakeries, Speedibake, Patak’s and Allied Technical Centre (ATC). Flour mills situated in Tilbury, Manchester and Belfast supply the group bakeries throughout the country, supporting household bread brands such as Kingsmill, Sunblest, Burgen and Allinson.
Customer Needs
Each year Allied Mills run an annual strategy event off-site to review the year just passed and plan for the coming year. As a key part of the process they commissioned a Business Simulation Game known as “The Wheat Game” to enhance the event by letting all participants experience the complexity and challenges of successfully running a major flour mill.
The Solution
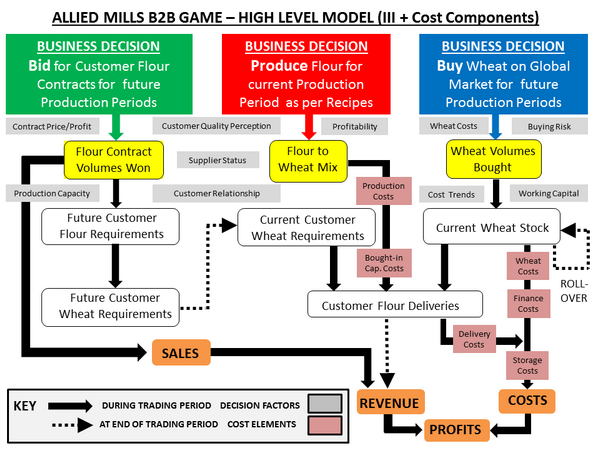
The Wheat Game allows teams to run a major flour mill for one year broken into 3 rounds each lasting 4 months each.
The business simulation requires the teams to engage with the central dilemmas of such a venture including:
- Raw Materials (Wheat) Procurement including forward buying
- Product Gristing (varying the wheat recipes for different types of flour)
- Stock Management – taking into account existing and forecast customer orders
- Contract bidding for future Customer Flour Contracts
The teams are tasked with hitting their financial targets and leaving the mill in a good place for the next year in terms of stock and forward orders. If a team fails to do this then the simulation will automatically replenish stock order shortfalls at punitive prices.
Participant Feedback
Below is a selection of participant feedback on the learning from running the simulation:
- It’s vital to have a Game Plan for how you plan to run the mill – for example what will be your appetite for buying forward when the wheat market is favourable
- In the end of the day it is all about reading that commodity market – if you get this wrong everything gets very hard!
- Risk Management is vital – we can’t just bet the business on whether we read the market right – you always need a plan B
- We got into real trouble when we neglected the customer relationships – they expected us to bid and we didn’t – this hurt us on our next bid
- You have to keep the mill running close to production capacity – if you get this wrong you can’t make any money
- It is really easy to let your stock levels run down – we thought we had won the game but after the auto replenishment costs we ended up in last place!
- It was very challenging to work as team especially with all the time pressure of each round and the new market updates coming in
Overall Conclusions and Value
We asked Robin Lee, Managing Director Allied Mills who sponsored and provided subject matter expertise for the business simulation for his observations on the simulation:
“Using this Simulation technology we were able to design a custom business game underpinned with a comprehensive model of the milling business which covered key functions including bidding for customer contracts, raw materials procurement and order fulfilment. This enabled us to run highly effective intensive sessions with all the managers in the business to disseminate the key strategies and plans for the coming year whilst developing their leadership and team working skills in a way which was fun and great for team-building”.
In terms of value Robin concluded: “The level of engagement we got from our managers using this approach was really quite amazing!”